JQ·TG310不锈钢焊丝
GB/T 29713 S310 AWS A5.9 ER310 ISO 14343-A-W(25 20)
焊丝化学成分(%)
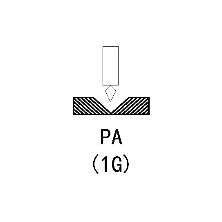
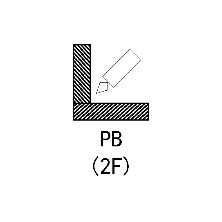
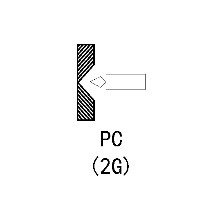
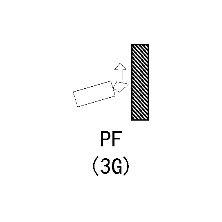
焊接位置
参考电流
焊丝规格(mm)
Φ1.6
Φ2.0
Φ2.5
Φ3.2
焊接电流(A)
平焊、横焊
50~100
100~200
200~300
300~400
立焊、仰焊
50~80
100~180
200~280
--
试验项目
C
Mn
Si
Cr
Ni
Mo
P
S
Cu
保证值
0.08~0.15
1.00~2.50
0.30~0.65
25.00~28.00
20.00~22.50
≤0.75
≤0.030
≤0.030
≤0.75
例值
0.09
1.65
0.38
25.81
20.34
0.02
0.021
0.015
0.08