






JQ·YR551B2-1/JQ·YR81B2耐热钢药芯焊丝
GB/T 17493 T55T1-1C1-1CM AWS A5.29 E81T1-B2C ISO 17634-B-T55T1-1C1-1CM
熔敷金属化学成分(%)
熔敷金属力学性能(热处理:690℃×1h)
熔敷金属扩散氢含量(热导法):
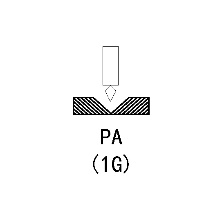
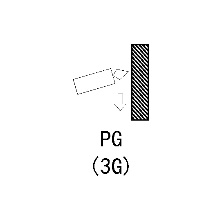
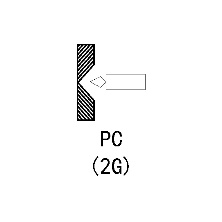
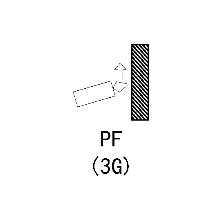
焊接位置
参考电流
焊丝规格(mm)
Φ1.2
电流范围(A)
平焊、横焊
150~300
立焊、仰焊
150~240
试验项目
C
Mn
Si
P
S
Cr
Mo
GB/T标准
0.05~0.12
≤1.25
≤0.80
≤0.030
≤0.030
1.00~1.50
0.40~0.65
例值
0.055
0.80
0.22
0.012
0.005
1.13
0.51
试验项目
Rm(MPa)
ReL/Rp0.2(MPa)
A(%)
KV2 (J)20℃
GB/T标准
550~690
≥470
≥17
--
例值
644
556
22.5
70
≤10 ml/100g
2.推荐干伸长度:15~20mm。